by Joe Farsetta, Certified Master Inspector® and Certified Commercial Inspector
Prior to the invention of the Hartford Loop and low-water shutoff, steam boilers could quickly become unstable and unsafe to operate. Cracked boilers – or worse yet, exploding boilers – plagued the industry, so much so, in fact, that one insurer took it upon itself to tackle one major problem directly, and revolutionize the industry. This resulted in the mandatory installation of a safety bridge, which not only made boilers safer, but made them insurable. This was the Hartford Loop.
Learn more in the self-paced Inspecting Commercial HVAC Systems Online Course.
What Is a Hartford Loop?
Simply speaking, a Hartford Loop is a configuration of interconnected pipes associated with the gravity condensate return line on a steam boiler, and the point at which that condensation is re-introduced back into the boiler.
It exists between the header of the boiler and the gravity return. The purpose of this configuration is essentially to help balance the pressure between the area where steam is fed to the radiators and where the condensed steam (as water) is returned to the unit. Typically, this water is introduced around 2 inches below the lowest operating water level of the boiler.
Why utilize a Hartford Loop at all? Can’t the return line simply be brought into the boiler at a point below the 2-inch mark? Technically, the answer is “yes,” and prior to the implementation of the Hartford Loop, this was a fairly common practice. However, when installers did this, any pressure within the boiler itself would result in water being pushed out of the boiler and directly to the return. Even with the installation of check valves to help eliminate this condition, they often failed in the open position, ending with the same results. So the concept of a pipe to equalize the pressure was realized and implemented, and resulted in water staying in the boiler.
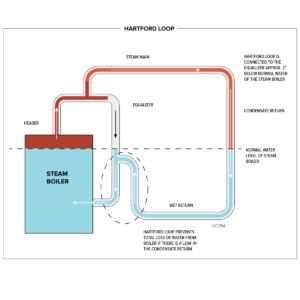
Click to Enlarge
Another Problem
The Hartford Loop handled one problem but did not address another critical problem that occurred if the condensate return line was to break. When this happened, water escaped the system. Water turned to steam and was distributed and returned as water to the boiler. If the return line was damaged, then that water – which was essential for boiler operation – would never make it back. Once the boiler ran out of water to make steam, it would continue to heat. Many old steam boilers were coal-fired. There were no low-water operational cutoffs associated with the boiler and its operation. These super-heated boilers, running without water inside, often cracked or exploded if water was introduced. The first low-water cutoff was invented in 1923.
In 1919, the Hartford Steam Boiler Insurance Company (not to be confused with The Hartford, which was Hartford Fire Insurance) required that their unique piping configuration be installed on all boilers it insured. If this was not done, Hartford would not insure the unit. The piping configuration, designed to equalize pressure and keep water inside the system, was mandated. As it was associated with Hartford Insurance, it became widely known as the Hartford Loop.
How It Works
In the event that a condensate return line fails, the Hartford Loop only allows water to escape the boiler to the exact point where the return connects to it. While water still escapes, it does not do so instantly or completely, thus providing some time to save the boiler itself from catastrophic failure associated with a dry-fire scenario.
Single-Pipe Configurations
Hartford Loops and equalizer piping come in different configurations and sizes, depending on the size of the boiler and the type of steam distribution in use. The example previously provided was specific to two-pipe systems, with a supply and condensate return line. A Hartford Loop is also desirable for single-pipe systems. Single-pipe steam distribution may also be referred to as a dry-return system. This is because there is no return at the radiator. In these systems, there is a configuration of piping that helps prevent water from escaping even when steam pressure builds. Also, most steam boiler manufacturers now require that two-pipe systems be installed. In commercial settings, steam feeds and condensate returns are the norm.
Condensate Pumps
Some large systems utilize condensate return pumps. These are common in large configurations where gravity feeds for condensate returns are simply not practical. In these configurations, it is common to see return water (condensate) flowing into a pump receiver, where it is pumped back into the boiler. Under these conditions, a Hartford Loop is no longer required. Where the Hartford Loop and equalization piping exist, they function as a simple drip line, and no longer as a mission-critical component. Pumping is intermittent, and a check valve is installed to help prevent water from back-flowing to the pump. When this happens, the pump senses the water and energizes. The idea is for the pump to sense water in the receiver, activate, and pump the water back into the boiler, then shut off again and await the next cycle. Back-flow preventers (or check valves) help facilitate effective operation. This configuration is not common on smaller and simpler systems but is often seen on larger installations, especially in commercial or industrial settings.
Low-Water Shutoffs
Hartford Loops work in conjunction with low-water shutoffs. Prior to the invention of the low-water shutoff, a dry-fired boiler could easily occur in the event that a condensate return line failed, which is fairly common even by today’s standards.
The Gifford Loop
For 80 years, the Hartford Loop was the standard for boiler safety and longevity until Henry Gifford invented his Gifford Loop. The Gifford Loop is essentially a Hartford Loop with some functional differences. Gifford noted that water levels inside a boiler fluctuate constantly based on pressure. All modern systems are equipped with automatic feeders. The low-water shutoff comes into play when the boiler runs out of water. All systems eventually run out of water for a variety of reasons, including evaporation and leaks. Hence, the fill valve helps replace that escaping water. But when the steam pressure inside the system rises, the water level may momentarily drop. When this happens, the auto-fill valve attempts to add water.
The difference between the Gifford Loop and Hartford Loop is where condensate water re-enters the system. With the Hartford Loop, it is re-introduced 2 inches below the boilers minimum water line. The Gifford Loop introduces it at one-half inch above the water line. The concept is to compensate for the introduction of water into the system as a result of momentary auto-fill activation.
Regardless of whether the loop is a Hartford or a Gifford, the loops will be seen in a majority of steam boiler configurations. It is not the inspector’s job to determine whether the observed configuration is the correct one for the installation or whether it is the most functionally effective. Inspectors must observe
and report. Therefore, it is important to recognize the configurations or variations one may encounter. When looking for the Hartford Loop, be sure and ask whether there are condensate receivers and pumps in the configuration. Where condensate pumps are installed, there is technically no need for a Hartford Loop. Therefore, it is important to be somewhat familiar with the system’s configuration prior to inspecting it.
Different Parameters for Residential and Commercial Boilers
Residential and commercial steam boilers utilize a distinctly different set of parameters. Residential systems are typically low-pressure, while commercial and industrial systems are high-pressure. Boiler engineers go through a robust set of mathematical calculations and projections that take into account square footage, cubic footage, exhaust and makeup air, efficiency, available space, and overall application to calculate everything from water column height (also known as hydrostatic head), to pressure in the system, to the required psi of pressure required to push steam out of the system. This is the job of a mechanical engineer, who has specific training in steam boilers. As a point of interest, typical high-pressure steam pipes are welded in a manner that requires X-ray inspection by steam-certified welders.
Inspecting Commercial HVAC Systems Online Course