by Joe Farsetta, Certified Master Inspector® and Certified Commercial Inspector
An integral part of every steam boiler is a low-water cutoff. A safety feature born of necessity in the 1920s, this device interrupts the operation of a boiler if it runs out of water.
Prior to its invention, empty boilers would continue to run, with the heating source allowed to operate in the absence of water inside the boiler vessel. The vessel would super-heat and damage components. Furthermore, the re-introduction of water into the overheated vessel would result in an explosion.
The low-water cutoff, in conjunction with the invention of the Hartford Loop, advanced the safe operation of boilers. Essentially, the low-water cutoff is an electrical device designed to automatically prevent a burner from firing in the event a low-water or no-water condition occurs. It is primarily designed to run with gas, electric, and oil-fired burners.
Expand your expertise with the Inspecting Commercial Plumbing Systems Online Course. This self-paced training is included with membership. Earn your certification upon completion.
BLEVE
The low-water cutoff is designed to help prevent a BLEVE, or boiling liquid expanding vapor explosion. Most firefighters know all about BLEVE. Many are trained specifically on dealing with this event, especially where railroads carrying flammable materials travel through population centers.
In a typical BLEVE involving flammable compressed gases (such as in a rail car), a fire at the exterior heats the liquid inside the tank. The fire also degrades the integrity of the vessel or rail car carrying the flammable substance. This structural degradation, in conjunction with the heating of the materials inside the tank, causes an increase in pressure inside the tank. The increased pressure pushes against the weakened vessel, and eventually causes it to fail. The flammable liquid escapes, ignites and explodes. That is one type of BLEVE.
When it comes to steam, we are speaking of a BLEVE of a different origin. In a boiler, the boiling liquid creates steam pressure. In smaller hydronic heating systems, some boilers, most notably water heaters, the temperature/pressure-relief or TPR valve serves to mitigate internal pressure. When pressure builds and these valves do not release, a BLEVE can occur. If the tank on a water heater lets loose from the bottom, the pressure will propel the tank upwards with the power of a steam rocket. This pressure is great enough to send a residential water heater through an upper floor and through the roof of the home. This type of power involving a commercial steam boiler that’s the size of a large shed can lead to catastrophic damage and injury.
Some Physics
Over the years, mechanical engineers have estimated the potential energy of a boiler or pressure vessel explosion. Explosions of this type are often attributed to lack of maintenance and repair. So, for the commercial inspector, the concept of preventative maintenance schedules, documented routine inspections with protocols, and repair records can be critical in the evaluati0on of a steam system.
Water heaters are rarely given a second thought when it comes to the potential of an explosion. They are generally reliable and get replaced every 10 to 15 years. The TPR valve is rarely, if ever, tested. When it is, it usually does not re-seal and requires replacement anyway. Burner assemblies rarely free-run, super-heating the water inside. However, it has been calculated that if one could capture all the energy released when a 30-gallon home hot-water tank flashes into explosive failure at 332° F, the instantaneous energy released would have enough force to send the average car 125 feet in the air at a rate of around 85 MPH.
If this explosive force is released horizontally, the shock wave would be enough to level an average wood-framed home. All it takes is a fraction of a second for water to flash to steam. The expansive force of the steam creates pressure and, ultimately, an explosion occurs as the energy is released. An explosive potential is ever-present and very real, especially if regular maintenance and repair are ignored.
The law of physics pertaining to temperature and pressure can be used to help measure the explosive potential of boilers and pressure vessels. Let’s use the example of a 30-gallon water heater, which is the average size for a typical home. If the water inside it were to super-heat and fail, 30 gallons carries around 314,000 foot-pounds of energy to flash its water into steam at 332° F, and 300,000 foot-pounds of pressure has roughly the same explosive force as a little more than an eighth of a pound of nitroglycerin.
What can cause a pressure explosion or vessel failure in a boiler? A common cause of the explosion is the runaway firing condition that takes place when the boiler’s burner does not shut off. Another type of explosion is caused by superheated liquid. In this instance, the resulting vapor explosion occurs when the liquid quickly transforms into a gas, causing a rapid increase in pressure. This interrupts the normal temperature-pressure balance in the boiler. The net result is that the steam will seek out a new equilibrium. With no place to go, something’s eventually going to give, hence the potential for explosion if some release is not available via controlled mechanical means. From a purely physics standpoint, there are two resultant waves that affect the catastrophic failure: rarefaction and compression.
In plain terms, rarefaction is the reduction of an item’s density. In a closed vessel, and when water suddenly or accidentally heats above its boiling point, pressure can instantaneously build until there is a failure of the vessel itself. A rarefaction wave is created and then moves through the vessel. A resultant compression wave immediately follows and blows liquid particles outward toward the low pressure or atmosphere. This happens in a split second.
TRP Valve Is Not a Fail-Safe
We already know that a boiler boils water, and the bubbles create pressure in the form of steam, which continually builds. The pressure enables the water to boil well above its normal boiling point. Known commonly as latent heat, this heat also exists as latent energy. This manifests itself and enables steam to drive a locomotive or perhaps a steam turbine for electricity production. The latent heat changes phase or flashes to steam typically at a controlled rate, and is then directed to wherever it is intended to go, including steam coils or radiators, etc. When water changes to steam, it expands to nearly 1,700 times its liquid volume.
In an uncontrolled boiler or low-water condition, as the fire inside rages and the temperature of the dry steel vessel or section increases, the steel may start to soften, deform, or even crack. If the auto-feed valve or condensate return line were to suddenly re-introduce liquid (water) into the super-heated chamber, this would result in an uncontrolled flash. The rapidly expanding water (steam at 1,700 times its liquid equivalent) would instantly create pressure. As the section of the boiler affected by the super-heated or cracked section failed, the pressure inside the boiler would suddenly drop. Remember that pressure allows water to boil at a higher temperature. Absent that pressure, the remaining water inside the boiler would instantly flash and also expand to 1,700 times its size. In this example, it wouldn’t really matter if the TPR valve was operating normally, and it wouldn’t matter what type or age the boiler is, either. The result would be a catastrophic failure and subsequent explosion. Depending on the size of the boiler and volume of water affected, it could likely level the building. If a water heater can explode and propel the vessel through the roof of a house, imagine the result of a commercial boiler explosion.
Other Safety Devices
Let’s imagine a wood- or coal-burning boiler for a moment. From a practical standpoint, there is no way to utilize any device to shut off the fuel. A power-actuated damper of some type to shut down the air intake (for combustion) may offer some control, but it’s not really useful from a practical standpoint. Most boilers utilize oil or gas (natural or LPG) as the fuel source. Some power plants may operate using coal-fueled boilers, but commercial inspectors will typically encounter boilers that operate using oil or gas, or perhaps bi-fuel boilers that use a combination of gas and oil.
The low-water cutoff was not invented until 1926, when the oil burner was in wide use. The low water cut-off went through many phases of design and development. Several different styles still exist, and all have their problems.
Types of Low-Water Cutoffs
The basic design and functionality of these devices has not changed much in the past 50 years or so. No matter what type is used, routine servicing and repair are the keys to avoiding catastrophic boiler failures due to low water.
Here are the two main types:
- Float-Type – A mechanical design, the float-type device is most widely used in residential, institutional and commercial boilers. In this design, a simple float is tied to an electrical switch, which, in turn, is tied to a burner circuit. When the float drops, the circuit is broken and the burner shuts off. The float-type low-water cutoff gets mounted on the boiler itself. As with all float devices in water, they sometimes get waterlogged and will sink even when there is no low-water condition present. Unfortunately, some boiler plant operators will get annoyed and instead of addressing the problem with a float, they will simply disengage the circuit connectors, bypassing the low-water cutoff, along with any chance of this critical safety device working as intended. Another problem is a direct result of deferred boiler maintenance, when scaling inside the chamber where the float is located gets built up to the point that the float rubs along the side and may get stuck in place. It may even get stuck in a position that makes it appear that the boiler has water, when, in fact, it does not. These devices are subject to failure fairly easily due to sludge buildup. That’s why maintenance and inspection of these devices are critical for safe boiler operation.
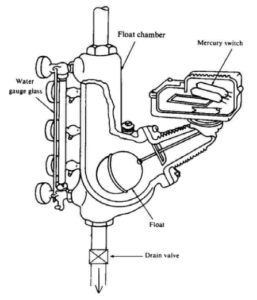
Low-water Cutoff Float-type
- Level Electrodes – An electronic low-water cutoff, the basic principle for this device is simple: the electrode tip is immersed in the boiler water to a certain point. When there is no water present, the electrode is essentially dry and no longer in the water, thus breaking the electrical circuit and shutting down the burner circuit. But, as with all electrical circuits, conductivity is key. As scale builds up on the electrode tip, its ability to correctly detect water is diminished. The scaling can create a false positive, meaning that the electrode believes it is in the water when it is not.
Maintenance of these devices often includes utilizing blow-down to help remove sludge, and cleaning and de-scaling the vessel and surrounding areas.
Low-Water Cutoffs Work in Concert with Auto-Feed Devices
While the boiler will cease operation when the low-water cutoff indicates a low-water condition, the boiler will also naturally lose water through normal operation. This is when the auto-feed device comes into play. A low water level means that the boiler needs water. However, just as the low-water cutoff can fail due to deferred maintenance, the same is true for the auto-feed valve. It is subject to the same mineral deposits and dirt buildup as the low-water cutoff, so regular maintenance of both these devices is critical for the boiler’s safe and effective operation.
Conclusion
Any low-water cutoff may be mounted at any point inside the boiler above the minimum acceptable water level. There may be multiple low-water cutoffs installed. The bottom line is that these are critical pieces of equipment that will be found on virtually all commercial and industrial boilers. Maintenance and repair or replacement are key to their proper operation, so it is also important for the inspector to know what to look for and to ask the boiler plant operator about the routine maintenance procedures, schedule, and the most recent events or repairs.
Additional Commercial Inspector Resources:
Inspecting Commercial Plumbing Systems Online Course.
Commercial Steam Boilers: A Primer
Steam Boiler Mechanics and Their Application in Commercial and Industrial Settings