Cast-iron boilers are often found in residential applications and small commercial installations. These boilers are compact and function exclusively in low-pressure steam or hot-water applications.
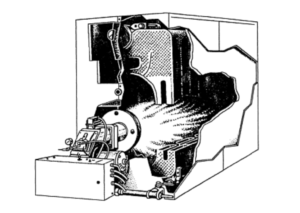
Cutaway view of cast-iron steam boiler.
The physical size of a cast-iron steam boiler can be quite large, with the sections visible, since it has no casing. Cast-iron is basically steel. It has higher levels of carbon impurities, making it heavy and brittle. Cast-iron can easily fracture due to sudden shock, which includes temperature shock. In steam applications, the American Society of Mechanical Engineers’ (ASME) codes limit internal pressures to no greater than 15 psi, or 250º F for water temperature. Cast-iron is also known to rust, as it is susceptible to pitting corrosion. As such, cast-iron as a steel vessel is prone to a shorter lifespan. On the plus side, it is typically cast in thicker sizes compared to steel vessels.
To learn more about inspecting cast-iron boilers, take our Inspecting Commercial HVAC Systems Online Course.
Internal Workings
Unlink a fire-tube or water-tube boiler, the cast-iron boiler is essentially a tank of water set above a flame. The flame heats the cast-iron tank and boils the water inside, creating steam.
Cast-iron boilers may be assembled in several common configurations, including:
- Vertical Sectional – The most common configuration, this boiler is made up of individual cast-iron sections assembled in a manner that looks like a deck of cards. It is named based on the position of the section, not how the sections are placed. In this configuration, the top and bottom of the sections are positioned vertically.
- Horizontal Sectional – This configuration is made up of individual cast-iron sections put together in a manner that looks like a stack of coins.
- One-Piece – This is a single casting with no assembly joints. These boilers are not very common and are typically seen only in very small boilers.
Sections are usually bolted together, and sometimes the bolts fail, so they should be inspected.
Horizontal Sectional
A cast-iron sectional steam boiler.
In this style of system, the tank is not a singular tank but a series of tanks, sections or chambers interconnected via a series of tapered connection mechanisms called push nipples. They may also be connected via gasketing material, or possibly headers connecting the sections. The push nipples allow for the flow of water between individual sections. One larger vessel is created from smaller vessels. Some push nipples are made of steel, which will expand and contract at differing rates. As such, these connection points can fail over time. Many boilers include a lifetime warranty on the boiler tanks themselves. Replacement of the boiler tank is no small feat, so the boiler as a unit may be abandoned and replaced with a newer unit. On larger systems where the sections are individually visible, it is possible to replace a damaged section, screw or push nipple, though this type of replacement can damage the boiler permanently.
Some newer boiler manufacturers use steel and stainless steel tank designs. These are limited to low-pressure applications. However, the steel tanks may be thinner than their cast-iron counterparts. While heat transfer is superior in steel tank designs, there are trade-offs between the two designs. Regardless, there are more cast-iron steam boilers in current use than steel boilers.
Cast-iron boilers are typically much smaller than either fire-tube or water-tube boilers. There are exceptions, however. Fire-tube units are the most common high-pressure steam boilers used in commercial applications. They are smaller and quite robust. Water-tube boilers tend to be quite large. They take skilled operators to ensure smooth, safe and continuous operation.
Routine Maintenance
Steam boiler operation generates scaling and buildup within the system. As such, regular maintenance is required to ensure safe and efficient operation. Cast-iron boilers are no exception. Unlike larger water-tube or fire-tube units, smaller cast-iron steam boilers are not easily cleaned. An inspector may find them in light commercial applications more often than the larger units. It is important to inquire about routine or annual maintenance activities. Depending on the age and maintenance schedule of the system, the unit may not be functioning optimally.
Applications and Restrictions
Cast-iron boilers may be used in steam- or hot-water heating applications. According to the ASME, their pressure should not exceed 15 psi. Hot-water boiler pressure should not exceed 160 psi and/or temperatures of 250° F. They are not registered with any entity, and there are no requirements for having the year of manufacture appear on the unit’s nameplate. This can be a challenge for inspectors when trying to determine the age of the system. In some cases, the date of manufacture can be tracked through the serial number. In older systems, this may not be possible. Often, the visual condition is enough for the inspector to make a general determination. The boiler may even be as old as the building it is installed in.
Cast-Iron Steam Boiler Components
These units must have:
- a pressure gauge with an internal siphon, or a siphon in the gauge piping;
- a water gauge glass;
- two pressure controls, if the boiler is automatically fired:
- one is the operating control and the other is the high-limit control; and
- an automatic low-water fuel cutoff.
- at least one safety valve with a set pressure not to exceed 15 psi. The safety valve inlet must not be smaller than 1/2-inch or larger than 4-1/2 inches.
Some Common Problems
The inspector should always look for water leaks at the connecting joints of sectional boilers. As the tank is typically hidden, look for signs of water leaks on the floor. If the unit is a condensing boiler, look for any leaks at all.
When leaks are found or suspected and the leak cannot be traced to an external pipe or other source, the inspector may request that the casing be removed. At this point, the boiler may need to be replaced due to age or hidden defects.
Common problems include:
- cracking due to overheating or thermal shock.
- Overheating occurs when the boiler is allowed to operate in a low-water or inadequate water condition, or poor circulation caused by sludge concentrated in the lower water passages of the boiler. This is when blow-off is needed – the same as with larger boilers.
- Thermal shock can occur when the boiler is overheated and cold water is added in an attempt to raise the water level. Once water is introduced, it flashes to steam, increasing pressure exponentially. When a loss of pressure in the boiler vessel occurs, the water will boil at a lower temperature, causing any remaining water to instantly expand, increasing pressure in the tank, which is a dangerous situation, as a boiler explosion can occur. A cast-iron boiler can explode into tiny pieces, similar to shrapnel.
- loose connecting rods.
- Boiler sections are connected via threaded rods, which are threaded at both ends, with tightened nuts holding the sections together. This is the physical bracing that helps stabilize the boiler tank. Cast-iron expands when hot, so it may not be unusual to spot what appear to be loose bolts at one or both ends of these connecting rods. However, they may also be loose when the boiler is cool, which is easily addressed. However, if the same bolts are loose after the boiler becomes hot and the sections have expanded, this will require the attention of a boiler repair professional. The inspector may not have access to these bolts.
Inspection protocols include:
- Perform a general assessment of the utility room, including the boiler, pipes, and any controls, along with the type of fuel and fuel system (including fuel train), and whether there is adequate combustion air.
- Look for any sort of operating certificate. Some municipalities may require one, especially in commercial applications. Ensure that the information on the certificate matches the unit currently installed. If it doesn’t, chances are that the unit was replaced without an inspection or permit.
- Look to see if available data on the pressure-relief valve matches the system’s requirements.
- Inspect the low-water fuel cutoff and low-water shutoff.
- Examine the pressure or altitude gauge reading to ensure that the operating temperatures are in line with the safe operating range (sometimes there are red lines on these gauges).
- Examine any thermometer reading on a hot-water boiler.
- Examine the water gauge glass. Ensure that it provides a clear indication of the water level in the system.
- Check for visible leaks at all pipe connections to the boiler.
- Examine the floor around the boiler for signs of current or past leaks. This includes discharge evidence at TPR valves.
- Inspect for any signs of overheating, which may include a crooked, burned or warped boiler housing. If things look warped or the box is crooked, it could be due to overheating.
- Examine the burner and the shape and color of the visible flame when the unit is in operation. Upon startup, look for signs of rollout, or burned paint on the sheet metal.
- In the event that invasive inspection techniques are authorized by the owner and client, the inspector may consider the following:
- Drain the boiler tank at its lowest point to allow the system to be flushed so that the trailings can be examined and eliminated.
- Disassemble, inspect and clean off the low-water shutoffs and fuel shutoffs to examine the float chamber, float mechanism, and the float itself.
- Examine the piping to the low-water shutoff, water gauge, and water column to ensure that there are no blockages. This will require their removal.
Additional resources